إجراء إعداد وتجميع البرامج لوحدات التحكم القابلة للبرمجة
يتم تحديد وظائف التحكم في المعدات من خلال تقنية العملية وتنظيمها. لذلك ، بشكل عام ، فهي محددة تمامًا وفردية لكل وحدة أو موقع. ومع ذلك ، عند طرح مشكلة تطوير برامج فعالة ومتنقلة ومرنة لأنظمة الأتمتة وحلها ، عادةً ما يتم تمثيل وظائف التحكم المعقدة كمجموعة من الإجراءات الأولية البسيطة مثل "تمكين" و "تعطيل" و "تأخير التنفيذ" وما إلى ذلك. .
من هذه المواقف ، يمكن تقليص معظم وظائف التحكم بشكل مشروط إلى وظيفتين ، وهو أمر شائع جدًا لأي مهام - منطقية وتنظيمية. يُعرف الأول باسم خوارزمية إجراء الوقت العام ، ويُعرف الأخير باسم معلمة الوقت. يظهر العرض التقديمي الأكثر عمومية لمثل هذه الوظائف النموذجية للتحكم في المعدات التكنولوجية في الشكل. 1 ، أ و ب.
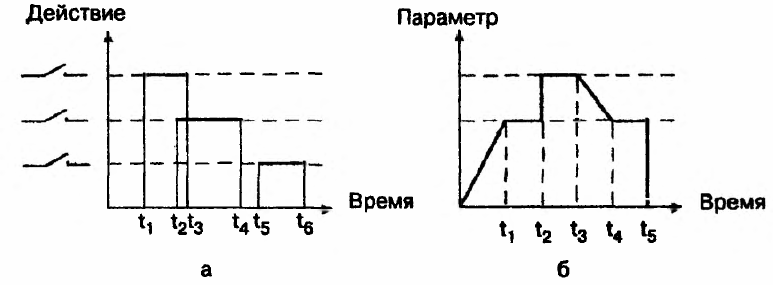
أرز. 1. وظائف التحكم النموذجية لمعدات العملية
بناءً على تحليل الخصائص الكمية لوظائف التحكم المنفذة في كل مثال محدد للمعدات التكنولوجية ، يمكن صياغة المتطلبات الفنية إلى وحدة تحكم منطقية قابلة للبرمجة (PLC) كوسيلة للتحكم من حيث الدقة والسرعة وعدد المهام المتوازية لحلها وكمية الذاكرة وتكوين المعدات الطرفية وأدوات الحوار وما إلى ذلك.
يصف معيار IEC 61131-3 5 لغات برمجة ناتجة عن البحث عن أكثر تطورات الملكية نجاحًا لقادة العالم في سوق PLC:
-
لغة دوائر اتصال الترحيل (RKS) أو مخططات السلم LD (مخطط سلم) ،
-
لغة مخطط كتلة الوظيفة (FBD) ، FBD (مخطط كتلة الوظيفة) ،
-
لغة IL (قائمة التعليمات) - مُجمِّع نموذجي مع تحولات المُجمَّع والتسمية ،
-
لغة ST (نص منظم) هي لغة نصية عالية المستوى ،
-
مخططات SFC (مخطط الدالة المتسلسلة). تدين SFC بأصولها لشبكات Petri.
لغات PLC أصلية للغاية وتختلف بشكل كبير عن لغات برمجة الكمبيوتر المعروفة.
لا يُلزم المعيار مطوري PLC بتنفيذ جميع لغات البرمجة. عادةً ما يقوم مصنعو PLC الصغار بتطبيق لغة متعددة أو لغة واحدة. من نواحٍ عديدة ، تعتمد أولوية استخدام لغة برمجة معينة على التقاليد الراسخة تاريخيًا للصناعة أو مجال التطبيق.
أدى توحيد لغات البرمجة ونموذج PLC إلى ظهور شركات متخصصة تعمل في تصميم أنظمة البرمجة لـ PLCs ، والتي توفر الانتقال من لغة البرمجة إلى لغة الآلة على مستويات مختلفة:
-
عند الدخول في البرنامج ؛
-
عند التقديم
-
عند تغيير أو نقل أمر منفصل أو منطقة برنامج ؛
-
عندما يتم اكتشاف أخطاء في بناء الجملة وإرسال إشارات إلى المشغل.
لأداء هذه المهام ، يمكن لنظام البرمجة أن يعمل بنجاح في الوضع المحلي ، أي بشكل مستقل عن وحدة التحكم. يمنح هذا المبرمج الفرصة لكتابة برنامج من أي مكان مناسب ، وليس في ورشة إنتاج ، أي في بيئة أكثر ملاءمة للعملية الإبداعية. إمكانية النمذجة تسهل بشكل كبير عملية تصحيح البرنامج وتحسن تنظيم العمل.

المراحل الرئيسية لإعداد وبرمجة وحدات التحكم القابلة للبرمجة هي كما يلي:
1. تحديد ما يجب أن يفعله النظام المتحكم فيه (كائن التحكم) ، وأهداف التحكم والوظائف الإضافية الأخرى التي يؤديها نظام التحكم ، وتسلسل العمليات التي تقوم بها المشغلات فيما يتعلق بالوقت وحالة أجهزة الاستشعار وأجهزة التحكم.
2. يؤلف خوارزمية البرنامج في شكل رسومي.
3. تحديد الوحدات المطلوبة لتوصيل أجهزة الاستشعار وأجهزة التحكم والمشغلات وأجهزة الإنذار وغيرها من المعدات اللازمة لإدارة الموقع.
عند اختيار الوحدات ، قم بتحليل معلمات إشارات الإدخال / الإخراج (مستويات الجهد والتيار) ووظائف الوحدات. انتبه لإمكانية الاستخدام وحدات ذكية، والتي يمكن أن تؤدي المعالجة المسبقة لإشارات الإدخال وبعض وظائف التحكم المحلية ، مما يقلل بشكل كبير من تعقيد البرمجة.
4.قم بعمل رسم تخطيطي أو جدول لتوصيل جميع أجهزة الإدخال والإخراج الخاصة بجهاز التحكم والمعدات المستخدمة في عملية التحكم بوحدات التحكم.
5. كتابة برنامج بإحدى لغات البرمجة PLC يقوم بتنفيذ تسلسل معين من العمليات وربطها ويطور حالات الطوارئ المحتملة.
6. افحص البرنامج بحثًا عن الأخطاء النحوية وصححها ، ثم تحقق من أخطاء وقت التشغيل وقم أيضًا بإجراء التصحيحات المناسبة.
7. اكتب البرنامج وجميع معلمات التشغيل الضرورية إلى وحدة التحكم.
8. بعد تجميع نظام التحكم بالكامل ، تحقق من البرنامج في عملية التحكم الفعلية ، وإذا لزم الأمر ، قم بعمل إعدادات أكثر دقة.
9. احفظ نسختين من البرنامج الأخير وقم بتخزينهما في أماكن منفصلة.