عروات الكابلات واستخدامها ، العقص
يزيد استخدام عروات الكابلات والبطانات بشكل كبير من كفاءة المثبت ويسهل عملية إجراء توصيلات الكابلات. تستخدم عروات الكابلات والبطانات لإنهاء الكابلات والأسلاك لتثبيتها معًا بشكل آمن ، وكذلك في المشابك للبراغي والينابيع.
تتيح لك العروات والأكمام المصنوعة من الألومنيوم والنحاس والنحاس إنشاء اتصالات آمنة وموثوقة بين مصادر الطاقة والمستهلكين ، فضلاً عن توصيل التركيبات الكهربائية.
النصائح عالمية ، وتنتج الصناعة اليوم نطاقًا واسعًا منها ، يمكن لكل مُثبِّت من خلالها اختيار الخيار الأفضل من النوع المطلوب لحل مشكلاته ، لتنفيذ أعمال كهربائية معينة.

أثناء الإنتاج ، يتم تمييز الكابلات والعروات بحيث يمكن للمثبت بسهولة تحديد حلقة للمقطع العرضي الصحيح. عندما يتم اختيار الأبعاد بشكل صحيح قدر الإمكان ، سيكون الاتصال موثوقًا وفعالًا قدر الإمكان.من المهم أن يكون سطح التثبيت نظيفًا ، ثم يكون التلامس هو الأفضل وسيساهم ضغط التلامس في ذلك.
أنواع النصائح
توجد عروات من أنواع مختلفة ، لاستخدامها مع الكابلات ذات المقاطع العرضية والأغراض المختلفة ، للتوصيل بأطراف التوصيل بجميع التصميمات والتعديلات.
وفي الوقت نفسه ، الأنواع التالية من التركيبات هي الأكثر شيوعًا: الألومنيوم الأنبوبي ، والنحاس والصلب ، والحرارة القابلة للتقلص ، والبطانات غير المعزولة والمعزولة ، والحلقة المعزولة وغير المعزولة ، والشوك والمسامير ، وزاوية أنبوبية مزدوجة وزاوية مضادة ، وتركيبات براغي التثبيت.
توفر أطراف التجعيد التثبيت الأكثر كفاءة ، ما عليك سوى تحديد طرف للقسم المطلوب ، ثم ضع الطرف على السلك و ضغطه بأداة خاصة.
آذان نحاسية

للعمل مع الأسلاك النحاسية ، يتم استخدام أطراف نحاسية مصنوعة من أنابيب نحاسية مسحوبة بإحكام. على جانب واحد من الحافة توجد قطعة لقط - شفرة تلامس مفلطحة بها ثقب. على الجانب الآخر يوجد فتحة أنبوب للسلك.
مجال تطبيق هذه المشورة هو تركيب الأجهزة الكهربائية ، وتنفيذ التأريض ، وربط أجهزة توزيع المدخلات في الخدمات السكنية والمجتمعية. تُستخدم هذه النصائح أيضًا في الصناعة حيث يتم توصيل مجموعة متنوعة من المعدات بها. آذان نحاسية متوفرة في الإصدارات المعلبة وغير المعلبة. الأطعمة المعلبة محمية من الأكسدة بطبقة إضافية من الصفيح.
العروات الألومنيوم

لتركيب أسلاك الألمنيوم ، يتم استخدام عروات من الألومنيوم ، مثل النحاس ، مصنوعة من أنابيب غير ملحومة. على جانب واحد ، يحتوي الطرف على شفرة تلامس (جزء مسطح من الأنبوب) مع فتحة ، على جانب الذيل - فتحة أنبوب للسلك.يتم توصيل أسلاك الألمنيوم بالطرف بالضغط بأداة خاصة. طرف الألمنيوم مشحم مسبقًا بشحم الكوارتز-الفازلين لمنع الأكسدة.
العروات الألومنيوم والنحاس

في أغلب الأحيان ، تحتوي المفاتيح الكهربائية على قضبان توصيل نحاسية تمامًا ، لذلك توجد أطراف من الألومنيوم والنحاس ، وشفرة التلامس مصنوعة من النحاس ، وأنبوب الهبوط مصنوع من الألومنيوم. وهذه المحطات مصنوعة عن طريق انتشار الاحتكاك (اللحام بالاحتكاك) أو عن طريق التبريد. رش ديناميكي للغاز ، حيث تكون شفرة التلامس من الألومنيوم ولكن بها رشاش نحاسي في الأعلى لضمان اتصال ثابت.
البراغي

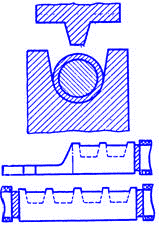
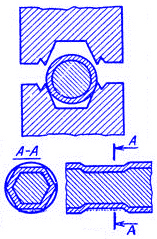
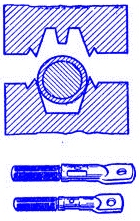
عندما يتم تجعيد عروات الأنابيب التقليدية بأداة خاصة أو إرفاقها باللحام ، يتم تثبيت براغي العروة بمسامير تثبيت. يعتبر مسمار التثبيت جزءًا من الطرف ولا يلزم وجود أداة العقص.
يكفي تثبيت اللب في الريشة بمسامير حتى يتوقف ، بعد شد البرغي ، ينقطع رأسه. سيحقق ذلك اتصالًا موثوقًا بين السلك والطرف وسيصبح التثبيت لا رجوع فيه. يتم الشد باستخدام مفتاح ربط ، ويمكن أن يكون المقطع العرضي لسلك التوصيل أصغر بكثير من الحد الأقصى الممكن للجزء الأنبوبي من الأذن - وهذه هي ميزة الآذان المثبتة بمسامير.
أدوات العقص

لإنشاء اتصال كهربائي موثوق به دون لحام ، يتم استخدام كماشة العقص. بمساعدتهم ، يمكنك توصيل كل من الأذن والغطاء بكابل الألمنيوم أو النحاس ، وهو أمر مطلوب غالبًا عند توصيل الأسلاك ، عند تركيب المعدات الكهربائية ، عند القيام بالتأريض ، إلخ.
اعتمادًا على حجم الحافة وتعقيد العمل ، يتم استخدام أنواع مختلفة من كماشة العقص. توجد كماشة تجعيد يدوية لتركيب أنظمة التيار المنخفض مع مقاطع عرضية للكابلات من 0.25 إلى 16 ملم مربع.
في الصناعات الكبيرة ، على سبيل المثال ، عند تركيب المحطات الفرعية أو عندما يتعلق الأمر بتثبيت أنظمة التيار العالي ، على سبيل المثال ، أسلاك الطاقة للطاقة من بطارية السيارة ، يكون من الأنسب الضغط على الأسلاك باستخدام مكبس هيدروليكي ، حيث يكون المقطع العرضي ما يصل إلى 120-240 ملم مربع لن يكون مشكلة على الإطلاق.
من الواضح ، إذا تم استخدام بت الترباس ، يكون المفتاح كافيًا. لذلك في كل حالة يتم استخدام أداة العقص بشكل مختلف.

إذا كان من الضروري تجعيد الأطراف ذات الأصفاد الملونة للأسلاك المجدولة ، فهناك أدوات تجعيد خاصة مشفرة بالألوان لهذا الغرض.
العقص المباشر
يتم الضغط (العقص) بطرق مختلفة: المسافة البادئة الموضعية أو الضغط المستمر أو الضغط المشترك. يتم إدخال الوريد في جزء أنبوب الذيل من الطرف أو في الكم ، ثم يتم ضغطه عن طريق تثقيب القالب. يؤدي الضغط العالي الناتج أثناء عملية العقص إلى إنشاء اتصال جيد واتصال كهربائي موثوق به بين السلك والطرف.
عندما يتم الضغط على أسنان المثقاب عند نقطة واحدة أو أكثر على الحافة ، يتم إجراء أفضل تلامس حيث يكون الضغط أكبر. يسمى هذا الضغط بالضغط على المسافة البادئة المحلية.
إذا تم إنشاء الكثير من الضغط على طول الجزء المثبت من الطرف بالكامل ، يسمى التخفيض المستمر. مع العقص المستمر ، يتم تحقيق التلامس الكهربائي الكامل على طول الجزء المجعد من السلك.
يستخدم الضغط المركب لتحسين الاتصال بين جزء الأنبوب من الطرف واللب. مع الاختزال المشترك ، يتم تحسين التلامس الكهربائي بشكل أكبر ، لأنه هنا ، في ظل ظروف التخفيض المستمر ، يتم إنشاء ضغط إضافي عند نقطة المسافة البادئة للسن.

في جميع الحالات الثلاث ، يتم الحصول على جهة الاتصال بجودة عالية بما فيه الكفاية إذا تم تحديد مجال التطبيق بشكل صحيح بواسطة المثبت ، إذا تم تحديد الأداة بشكل صحيح ، إذا تم تحديد طرف مناسب ، إذا تم تنظيف الأسطح وتم التجعيد بشكل صحيح.