توصيل وتفريع الأسلاك عن طريق التواء
 طريقة توصيل الأسلاك عن طريق التواء سهلة التنفيذ ، ولكنها تتطلب لحامًا لاحقًا للتوصيل. عند الالتواء ، تحتوي الأسلاك على عدد قليل من نقاط الاتصال ، وعندما يمر التيار عبر الاتصال ، ترتفع درجة حرارة جهة الاتصال ، مما قد يؤدي إلى نشوب حريق. لذلك ، لا يُسمح بتوصيل الأسلاك عن طريق التواء بدون لحام. يضمن اللحام موثوقية الاتصال الكهربائي والقوة الميكانيكية المطلوبة.
طريقة توصيل الأسلاك عن طريق التواء سهلة التنفيذ ، ولكنها تتطلب لحامًا لاحقًا للتوصيل. عند الالتواء ، تحتوي الأسلاك على عدد قليل من نقاط الاتصال ، وعندما يمر التيار عبر الاتصال ، ترتفع درجة حرارة جهة الاتصال ، مما قد يؤدي إلى نشوب حريق. لذلك ، لا يُسمح بتوصيل الأسلاك عن طريق التواء بدون لحام. يضمن اللحام موثوقية الاتصال الكهربائي والقوة الميكانيكية المطلوبة.
أنا أستلم لحام عالي الجودة من الضروري اختيار اللحام المناسب وإزالة فيلم الأكسيد الموجود على أسطح التلامس المتصلة. عند توصيل النحاس ، تتم إزالة طبقة الأكسيد قبل اللحام ، وعند توصيل أسلاك الألمنيوم - أثناء عملية اللحام.
يجب أن تكون درجة حرارة التسخين لنقطة اللحام أعلى من 30 إلى 50 درجة مئوية من درجة حرارة انصهار اللحام والتدفق. تعطي درجة الحرارة المنخفضة ما يسمى بـ "اللحام البارد" ، والذي يتميز بقوة ميكانيكية منخفضة ويخلق اتصالاً كهربائياً غير موثوق به.
لا ينبغي أن يتم تسخين مكواة اللحام عند اللحام.في هذه الحالة يبدأ الصنوبري في الاحتراق وبدلاً من تنظيف السطح يلوثه. لتجنب إتلاف العازل ، لا يتم تعليب مقطع طوله 2-3 مم من اللب قبل القطع.
تتمثل إحدى ميزات لحام أسلاك الألمنيوم ولحامها في أنه أثناء عملية اللحام ، تتم إزالة طبقة الأكسيد من سطح الأسلاك المتصلة ميكانيكيًا تحت طبقة من اللحام المنصهر أو كيميائيًا - باستخدام تدفقات خاصة تدمر فيلم الأكسيد عند درجة معينة درجة حرارة. في نهاية اللحام ، تتم إزالة بقايا التدفق بعناية ، حيث يمكن أن تتسبب في كسر جهة الاتصال.
لا ينصح باستخدام الوصلات الملحومة لأسلاك الألمنيوم في الهواء الرطب بسبب احتمال التآكل. نقاط اللحام محمية من الرطوبة بأغطية واقية.
يتم استخدام التوصيل والتفريع للأسلاك النحاسية أحادية النواة ومتعددة النواة PR ، PRVD ، PRD في الأسلاك المفتوحة لللفائف والعوازل. تُستخدم هذه الطريقة أيضًا في الأسلاك الكهربائية ذات الموصلات المسطحة PPV ، وما إلى ذلك ، عندما لا تحتوي صناديق التوصيل على ملحق مع مشابك التلامس.
يتم عرض طرق الأسلاك في الشكل 1.
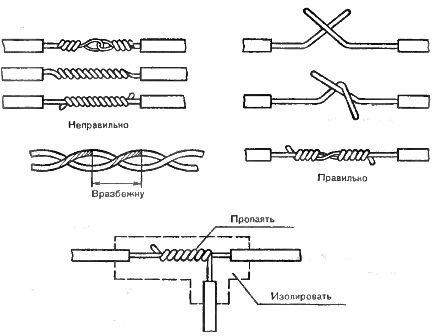
أرز. 1. طرق توصيل وتفريع الأسلاك عن طريق التواء
لتوصيل قطعتين من الأسلاك ، من الضروري لف الأسلاك الحاملة للتيار بإحكام وعبور الأسلاك. يتكون طرف السلك الأيسر من 6 - 8 لفات حول السلك الأيمن ، ونهاية السلك الأيمن مصنوعة أيضًا من 6 إلى 8 لفات حول السلك الأيسر ، ولكن في الاتجاه الآخر.
يجب أن تكون الوصلات الملتوية على الأقل 10-15 أقطارًا من أسلاك التوصيل. يتم تجعيد المفاصل باستخدام كماشة ملحومة باستخدام لحام POS-3O أو POS-40.يتم عزل الالتواء الملحوم بطول الاتصال بالكامل ، مع الالتقاط الإلزامي للعزل غير النظيف للأسلاك. يتم توصيل سلكين ملتويين ببعضهما البعض بشكل عشوائي.
يتم لحام الألومنيوم باستخدام مكواة لحام مع لحام أ. إذا تم استخدام جنود آخرين ، فسيتم استخدام موقد اللحام. اللحام A مقاوم للتآكل ، مناسب للحام والتعليب. يتم تدمير فيلم أكسيد الألومنيوم ميكانيكيًا عند فرك السلك بلحام ، لذلك لا يلزم التدفق عند اللحام.
عند لحام موصلات الألمنيوم أحادية السلك ذات المقطع العرضي 2.5 - 10 مم 2 ، يتم التوصيل والتفرع على شكل لف مزدوج مع أخدود. تتم إزالة العزل من النوى ، ويتم صقله إلى لمعان معدني ، ويتداخل مع التفاف مزدوج لتشكيل أخدود حيث تلتقي النوى.
يتم تسخين المفصل باستخدام موقد اللحام أو مكواة اللحام إلى النقطة التي يبدأ عندها الذوبان في الذوبان. باستخدام مكواة لحام أ ، افرك الأخدود بقوة من جانب واحد. نتيجة للاحتكاك ، يتقشر الفيلم ويمتلئ الأخدود باللحام. وبالمثل ، فإن الأخدود الموجود على الجانب الآخر مملوء باللحام. بعد التبريد ، يتم عزل مركب الالتواء.