التسخين التعريفي والتصلب والصهر التعريفي للمعادن
أكثر أنواع التسخين مثالية هو النوع الذي تتولد فيه الحرارة مباشرة في الجسم الساخن. تتم طريقة التسخين هذه بشكل جيد للغاية عن طريق تمرير تيار كهربائي عبر الجسم. ومع ذلك ، بشكل مباشر - لا يمكن دائمًا تضمين جسم ساخن في دائرة كهربائية لأسباب فنية وعملية.
في هذه الحالات ، يمكن تحقيق نوع مثالي من التسخين باستخدام التسخين التعريفي ، حيث تتولد الحرارة أيضًا في الجسم المسخن نفسه ، مما يلغي الاستهلاك غير الضروري ، والذي عادة ما يكون كبيرًا ، للطاقة في جدران الفرن أو في عناصر التسخين الأخرى. لذلك ، على الرغم من الكفاءة المنخفضة نسبيًا لتوليد التيارات ذات التردد المتزايد والعالي ، فإن الكفاءة الإجمالية للتدفئة التعريفي غالبًا ما تكون أعلى من مع طرق التسخين الأخرى.

تسمح طريقة الحث أيضًا بالتسخين السريع للأجسام غير المعدنية بالتساوي في جميع أنحاء سمكها.تستبعد الموصلية الحرارية الضعيفة لهذه الأجسام إمكانية التسخين السريع لطبقاتها الداخلية بالطريقة المعتادة ، أي عن طريق توفير الحرارة من الخارج. في طريقة الحث ، يتم توليد الحرارة بنفس الطريقة في كل من الطبقات الخارجية والداخلية ، وقد يكون هناك خطر ارتفاع درجة حرارة الأخيرة إذا لم يتم إجراء العزل الحراري اللازم للطبقات الخارجية.
من الخصائص القيّمة بشكل خاص للتسخين التعريفي إمكانية وجود تركيز عالٍ جدًا من الطاقة في الجسم المُسخَّن ، مما يسهل الحصول على جرعات دقيقة. فقط القوس الكهربائي يمكن الحصول على نفس ترتيب كثافة الطاقة ، ولكن من الصعب التحكم في طريقة التسخين هذه.
خلقت الخصائص والمزايا المعروفة للتدفئة التعريفي فرصًا واسعة لتطبيقها في العديد من الصناعات. بالإضافة إلى ذلك ، فإنه يسمح لك بإنشاء أنواع جديدة من الهياكل ليست ممكنة على الإطلاق لطرق المعالجة الحرارية التقليدية.

عملية فيزيائية
في أفران وأجهزة الحث ، يتم إطلاق الحرارة في جسم مسخن موصل كهربيًا بواسطة التيارات المستحثة فيه بواسطة مجال كهرومغناطيسي متناوب. بهذه الطريقة ، يحدث التسخين المباشر هنا.
يعتمد التسخين التعريفي للمعادن على قانونين فيزيائيين: قانون فاراداي ماكسويل للحث الكهرومغناطيسي وقانون جول لينز. يتم وضع الأجسام المعدنية (الفراغات والأجزاء وما إلى ذلك) بالتناوب المجال المغناطيسيمما يثير زوبعة فيهم الحقل الكهربائي... يتم تحديد المجالات الكهرومغناطيسية للحث من خلال معدل تغير التدفق المغناطيسي. تحت تأثير الحث الكهرومغناطيسي ، تتدفق التيارات الدوامة (المغلقة داخل الأجسام) في الأجسام ، وتطلق الحرارة وفقًا لقانون جول لينز… يتم إنشاء هذا EMF في المعدن التيار المتناوبتتسبب الطاقة الحرارية المنبعثة من هذه التيارات في تسخين المعدن. التسخين التعريفي مباشر وغير ملامس. يسمح لك بالوصول إلى درجة حرارة كافية لإذابة المعادن والسبائك الأكثر مقاومة للصهر.
لا يمكن تسخين الحث المكثف إلا في المجالات الكهرومغناطيسية عالية الكثافة والتردد ، والتي يتم إنشاؤها بواسطة أجهزة خاصة - المحاثات. يتم تشغيل المحاثات بواسطة شبكة 50 هرتز (تركيبات تردد صناعية) أو بواسطة مصادر طاقة منفصلة - مولدات ومحولات متوسطة وعالية التردد.
إن أبسط محث لأجهزة التسخين بالحث غير المباشر منخفضة التردد هو سلك معزول (ممتد أو ملفوف) يوضع داخل أنبوب معدني أو متراكب على سطحه. عندما يتدفق التيار عبر سلك الحث في الأنبوب ، فإنه يسخن التيارات إيدي… يتم نقل الحرارة من الأنبوب (يمكن أن تكون أيضًا بوتقة ، أو وعاء) إلى الوسط الساخن (الماء يتدفق عبر الأنبوب ، والهواء ، وما إلى ذلك).
تسخين التعريفي وتصلب المعادن
التسخين بالحث المباشر الأكثر استخدامًا للمعادن بترددات متوسطة وعالية. لهذا الغرض ، يتم استخدام المحاثات ذات التصميم الخاص. ينبعث الحث موجه كهرومغناطيسيةالذي يسقط على الجسم الساخن ويموت فيه. يتم تحويل طاقة الموجة الممتصة إلى حرارة في الجسم. معامل التسخين هو الأعلى كلما اقترب شكل الموجة الكهرومغناطيسية المنبعثة (مسطحة ، أسطوانية ، إلخ) من شكل الجسم. لذلك ، يتم استخدام المحاثات المسطحة لتسخين الأجسام المسطحة ، وتستخدم المحاثات الأسطوانية (الملف اللولبي) لقطع العمل الأسطوانية.في الحالة العامة ، يمكن أن يكون لها شكل معقد بسبب الحاجة إلى تركيز الطاقة الكهرومغناطيسية في الاتجاه المطلوب.
من خصائص مدخلات الطاقة الحثية القدرة على تنظيم الترتيب المكاني لمنطقة التدفق التيارات إيدي.
أولاً ، تتدفق التيارات الدوامة في المنطقة التي يغطيها المحرِّض. فقط ذلك الجزء من الجسم الذي يكون على اتصال مغناطيسي مع المحرِّض يتم تسخينه ، بغض النظر عن الحجم الكلي للجسم.
ثانيًا ، يعتمد عمق منطقة دوران التيار الدوامي وبالتالي منطقة إطلاق الطاقة ، من بين عوامل أخرى ، على تواتر تيار المحرِّض (يزداد عند الترددات المنخفضة وينخفض مع زيادة التردد).
تعتمد كفاءة نقل الطاقة من المحرِّض إلى التيار الساخن على حجم الفجوة بينهما وتزداد كلما تناقصت.

يتم استخدام التسخين التعريفي لتصلب سطح منتجات الصلب ، عن طريق التسخين لتشوه البلاستيك (تزوير ، ختم ، ضغط ، إلخ) ، صهر المعادن ، المعالجة الحرارية (التلدين ، التقسية ، التطبيع ، التصلب) ، اللحام ، الطبقات ، اللحام بالنحاس المعدني.

يتم استخدام التسخين بالحث غير المباشر لمعدات عملية التسخين (خطوط الأنابيب والحاويات وما إلى ذلك) ، وتسخين الوسائط السائلة ، وتجفيف الطلاء ، والمواد (على سبيل المثال ، الخشب). أهم معلمة لتركيبات التدفئة التعريفي هو التردد. لكل عملية (تصلب السطح ، بالتسخين) يوجد نطاق تردد مثالي يوفر أفضل المؤشرات التكنولوجية والاقتصادية. تستخدم الترددات من 50 هرتز إلى 5 ميجا هرتز للتسخين التعريفي.
مزايا التسخين التعريفي
1) يسمح نقل الطاقة الكهربائية مباشرة إلى الجسم الساخن بالتسخين المباشر للمواد الموصلة. في هذه الحالة ، يتم زيادة معدل التسخين مقارنة بالتركيبات ذات التأثير غير المباشر ، حيث يتم تسخين المنتج من السطح فقط.
2) لا يتطلب نقل الطاقة الكهربائية مباشرة إلى الجسم الساخن أجهزة تلامس. إنه مناسب في ظروف الإنتاج التصنيعي الآلي ، عند استخدام وسائل الحماية والفراغ.
3) بسبب ظاهرة تأثير السطح ، يتم تحرير الطاقة القصوى في الطبقة السطحية للمنتج المسخن. لذلك ، يوفر التسخين التعريفي أثناء التبريد تسخينًا سريعًا للطبقة السطحية للمنتج. هذا يجعل من الممكن الحصول على صلابة سطحية عالية للجزء باستخدام وسط لزج نسبيًا. تصلب سطح الحث أسرع وأكثر اقتصادا من طرق تصلب السطح الأخرى.
4) تعمل التسخين التعريفي في معظم الحالات على تحسين الإنتاجية وتحسين ظروف العمل.
فرن الصهر التعريفي
يمكن اعتبار الفرن أو الجهاز الحثي نوعًا من المحولات التي يتم فيها توصيل الملف الأولي (المحرِّض) بمصدر تيار متناوب ويعمل الجسم الساخن نفسه كملف ثانوي.
تتميز عملية عمل أفران الصهر بالحث بالحركة الكهروديناميكية والحرارية للمعدن السائل في الحمام أو البوتقة ، مما يساهم في الحصول على المعدن بنفس التركيب ودرجة حرارته المنتظمة في جميع أنحاء الحجم ، فضلاً عن انخفاض نفايات المعادن (عدة مرات أقل قليلا من أفران القوس).
تستخدم أفران الصهر بالحث في إنتاج المسبوكات ، بما في ذلك التشكيل ، من الفولاذ والحديد الزهر والمعادن غير الحديدية والسبائك.
يمكن تقسيم أفران الصهر بالحث إلى أفران قناة تردد صناعية وأفران بوتقة صناعية ومتوسطة وعالية التردد.
فرن الحث هو محول ، عادة بتردد القدرة (50 هرتز). اللف الثانوي للمحول عبارة عن لف معدني منصهر. المعدن محاط بقناة حرارية حلقية.
يحث التدفق المغناطيسي الرئيسي على EMF في معدن القناة ، ويخلق EMF تيارًا ، والتيار يسخن المعدن ، وبالتالي فإن فرن قناة الحث يشبه المحول الذي يعمل في وضع الدائرة القصيرة.
محاثات أفران القناة مصنوعة من أنابيب نحاسية طولية ، يتم تبريدها بالماء ، يتم تبريد جزء القناة من الموقد بواسطة مروحة أو بواسطة نظام هواء مركزي.

تم تصميم أفران الحث بالقناة للتشغيل المستمر مع انتقالات نادرة من فئة من المعدن إلى فئة أخرى. تستخدم أفران الحث القناة بشكل أساسي لصهر الألمنيوم وسبائكه ، وكذلك النحاس وبعض سبائكه. سلاسل أخرى من الأفران متخصصة كخلاطات لعقد وتسخين الحديد السائل والمعادن غير الحديدية والسبائك قبل الصب في قوالب المسبك.
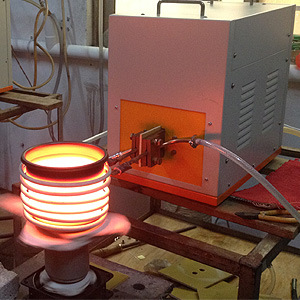
يعتمد تشغيل فرن البوتقة التعريفي على امتصاص الطاقة الكهرومغناطيسية بواسطة شحنة موصلة. يتم وضع الخلية داخل ملف أسطواني - مغو. من وجهة نظر كهربائية ، فرن البوتقة التعريفي عبارة عن محول هوائي ذي دائرة قصيرة يكون ملفه الثانوي عبارة عن شحنة موصلة.
تُستخدم أفران بوتقة الحث بشكل أساسي لصهر معادن الصب في وضع التشغيل الدفعي ، وبغض النظر عن طريقة التشغيل ، لصهر سبائك معينة ، مثل البرونز ، والتي تؤثر سلبًا على بطانة أفران القناة.